
聚合物过滤金属砂
聚合物过滤介质金属砂的发展历史
熔融的PET PA PP高聚物在化纤纺丝前需要进行过滤,去除熔体中夹带的杂质和凝胶颗粒,防止喷丝孔堵塞,提高PET PA长丝纤维的质量,如POY FDY丝; 当熔体聚合物流经纺丝组件过滤网层时,产生阻力,使熔体摩擦发热,温度升高,熔体的流变性能得到改善。同时使熔体充分混合,防止熔体之间出现粘度差异;熔体均匀分布到喷丝板的各个小孔中;随着纺丝组件包边滤网使用时间的增加,包边过滤网过滤层中的杂质会增多,组件的压力也会逐渐增大。升压速度快,组件使用寿命短。当组件升到一定压力时,要及时更换组件,否则会压坏计量泵,或喷丝头变形,或发生泄漏。
选择合适的过滤组件对于合成纤维纺丝来说非常关键,理想的颗粒过滤介质尤为重要。在纺丝工艺发展的过程中,也是寻找理想的剪切过滤介质的过程。许多已知的过滤材料包括海沙、金属屑、玻璃珠、烧结多孔金属板和不规则形状的金属颗粒。
除了便宜之外,理想的过滤介质必须具有并且必须在熔融聚合物过滤过程中遇到的压力下保持高孔隙率。为了保持高孔隙率,大多数热聚合物颗粒床倾向于形成凝胶,该凝胶积聚在过滤介质中并降低过滤介质的过滤效率。因此,颗粒金属过滤材料不得催化或以其他方式促进凝胶形成。
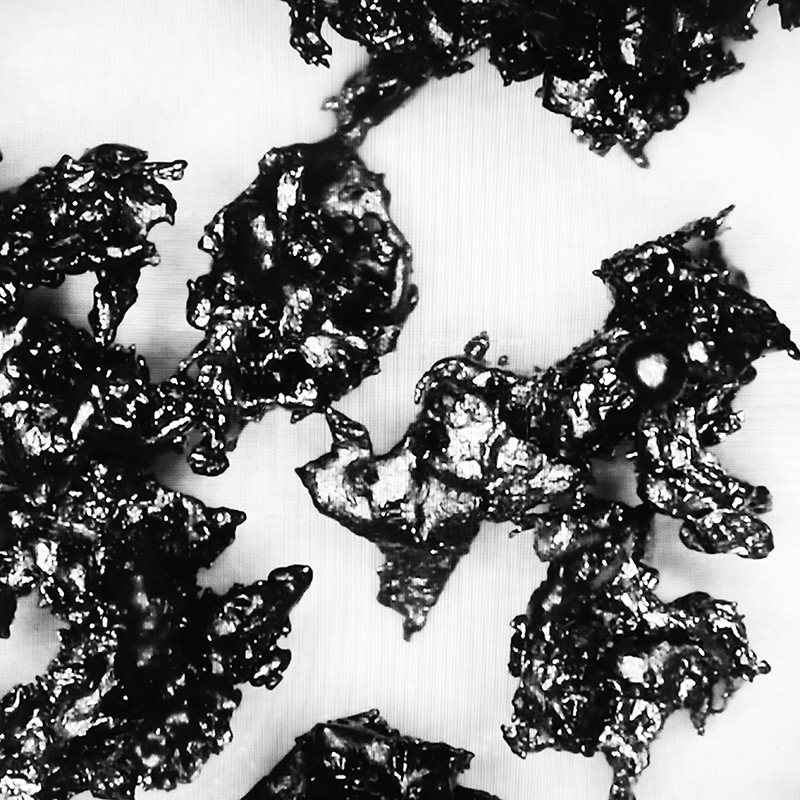
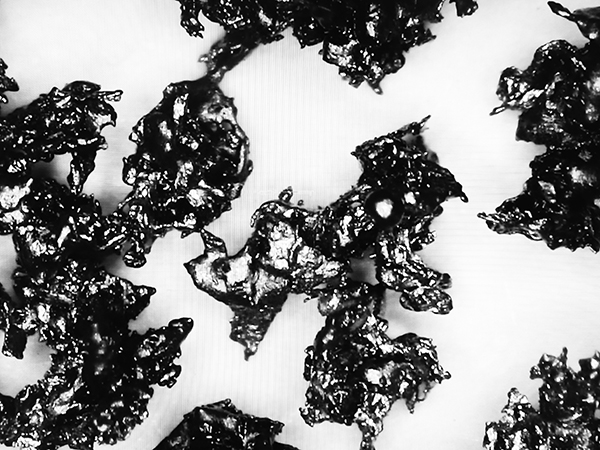
海沙更容易获得,但它非常脆,因此细颗粒的形成往往会阻塞喷丝板中的微孔。此外,对于任何给定的填料过滤器体积,海沙的比表面积显着减小且孔隙率百分比越来越小,因此填料压力将急剧增加。在特定条件下制备的不锈钢金属砂,其表面极其不规则,表观密度较低,有利于提高其过滤效率;在操作压力下,它表现出表观密度和增强的抗压缩性,以实现最佳过滤效率,几乎没有或没有颗粒变形和塌陷。

弗太不锈钢金属砂的选择
上海弗太机械公司提出了用于涤纶POY FDY长丝纺丝的F-01系列化纤纺丝金属砂作为经济过滤介质;为了提高纱线质量,弗太推荐使用S-03,这是一种机械强度高、氧化敏感性低的钢粉;对于高初始压力的应用,S-04是理想的选择,因为它具有增强的抗压缩性,对聚合物熔体基本上是惰性的,特别是对于PA长丝纺丝的应用。
不锈钢金属过滤砂种类
| 类型 | 铁(%) | 镍(%) | 铬(%) | 锰(%) | 硅(%) | 钼(%) | 碳(%) | 应用领域 |
| F-01 | 基本成分 | Max.0.6 | 16-18 | Max.1.0 | 1.0-4.0 |
- |
Max.0.12 | 经济型 |
| S-03 | 基本成分 | 6-12 | 16-22 | Max.1.0 | 0.6-3.5 | Max. 3.0 | Max. 0.12 | 标准型 |
| S-04 | 基本成分 | Max. 0.6 | 33-37 | Max.1.0 | 2-4 |
- |
Max. 0.12 | 高档型 |
优点
1、机械强度高。
2、优异的抗压实性能。
3、优越的不规则性。
4、孔隙率高。
5、对聚合物熔体基本惰性。
6、纺丝组件寿命更长。
7、纱线质量更好。
规格及其物理特性
在加工POY和FDY长丝时,最重要的是将几种不同规格的粉末尺寸组合在一起以获得最佳的过滤效果。弗太可以根据我们在熔体过滤金属砂方面的专业知识和合成纤维纺丝生产的丰富经验,为所有客户提供最佳的规格尺寸选择,以便客户能够充分利用金属砂的优势,延长纺丝组件的使用寿命,并获得优质的长丝。
以下是根据ISO 4497国际金属砂标准提供的尺寸列表。任何其他尺寸规格均可根据要求生产。
| 微米尺寸 | 目数尺寸 | 表观密度 g/cm3 | 堆积密度 g/cm3 | 孔隙率 % |
| 850/2000 | 10/20 | 1.45 | 1.95 | 75 |
| 500/850 | 20/30 | 1.55 | 2.10 | 73 |
| 350/500 | 30/40 | 1.60 | 2.10 | 71 |
| 250/350 | 40/60 | 1.65 | 2.60 | 67 |
| 180/250 | 60/80 | 1.80 | 2.70 | 65 |
| 150/180 | 80/100 | 2.00 | 2.90 | 62 |
| 125/150 | 100/120 | 2.22 | 3.10 | 58 |
| 90/125 | 120/170 | 2.50 | 3.20 | 56 |